金刚石磨轮
面议
 新闻分类 新闻分类
联系方式
站内搜索 荣誉资质
公司推荐
友情链接 |
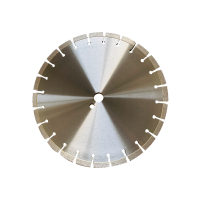
采用预合金技术实现金刚石的钎焊连接
2023-12-21IP属地 北京34
从1954年人造金刚石诞生起始,金刚石工具的应用日益广泛,其中,石材加工行业的金刚石锯片是耗用金刚石的大领域,其耗用量约占人造金刚石总产量的90%。据国内外统计资料估计,目前上工业金刚石70%左右用于制造石材加工工具,其中占绝大多数的是金刚石圆锯片。 在金刚石圆锯片的使用过程中,金刚石的利用率比较低,这是因为刀头中的金刚石并非磨损失效,而是以脱落形式大量流失。传统的金刚石刀头制造是靠胎体对金刚石的把持作用固定金刚石,当胎体磨损到金刚石被过多暴露时,金刚石会自行脱落。 提高胎体与金刚石的结合力是避免金刚石早期脱落有效的技术措施。遗憾的是金刚石与胎体是很难连接的,目前比较有效的技术措施是在金刚石表面镀上钛、镍等金属,以便实现金刚石与胎体的有效结合。 传统的胎体粉是由纯金属或者简单合金构成,这些金属要么对金刚石不润湿、要么在烧结温度下对金刚石没有润湿性。研究中,在传统的铜合金中添加铬、钛、钒、锆、镍、锰等金属形成预合金,制成粉末的预合金含有对金刚石润湿的活性元素,在金刚石到头烧结过程中,活性元素与金刚石相互扩散,实现了胎体与金刚石的钎焊连接 。 预合金粉末一方面可以提高合金对金刚石的浸润性,增加金刚石的出刃高度,提高金刚石的利用率;另一方面,粉状钎料比机械混合粉末的化学成分稳定,克服了机械混合粉末的比重偏析、低熔点金属先熔与富集、易氧化及易挥发,低熔点易挥发金属在烧结过程中被烧损等影响胎体性能的因素,保证了金刚石刀头的稳定性和一致性 。
老板推荐
|